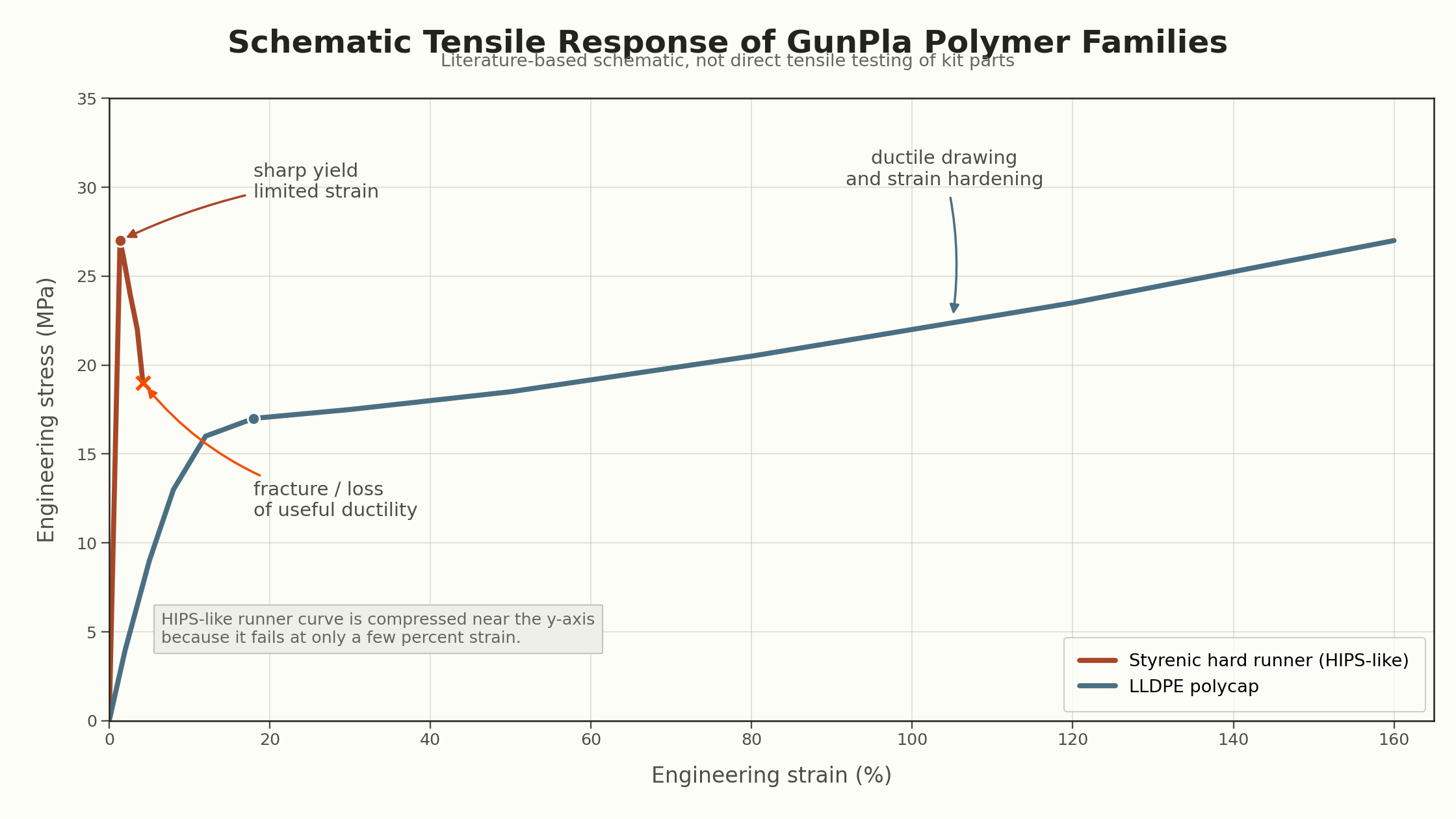

How a GunPla kit snaps together, holds a pose, and why some joints go floppy after years of repositioning can all be explained by polymer mechanical properties. The design choices in the kit start to make more sense when you put numbers on stiffness, impact toughness, glass transition, and surface energy for styrenic hard runners and LLDPE polycaps.
SB-13 and Board A are both styrenic hard-runner formulations, while PC7 is polyethylene, which means the largest property split is between the rigid styrenic family and the polycap material. The table below summarizes the values most relevant to a plastic model kit, compiled from academic polymer handbooks and peer-reviewed polymer-property literature for polystyrene, HIPS, LLDPE, and polyethylene surface tension [PS Handbook] [HIPS] [LLDPE Handbook] [PE Surface].