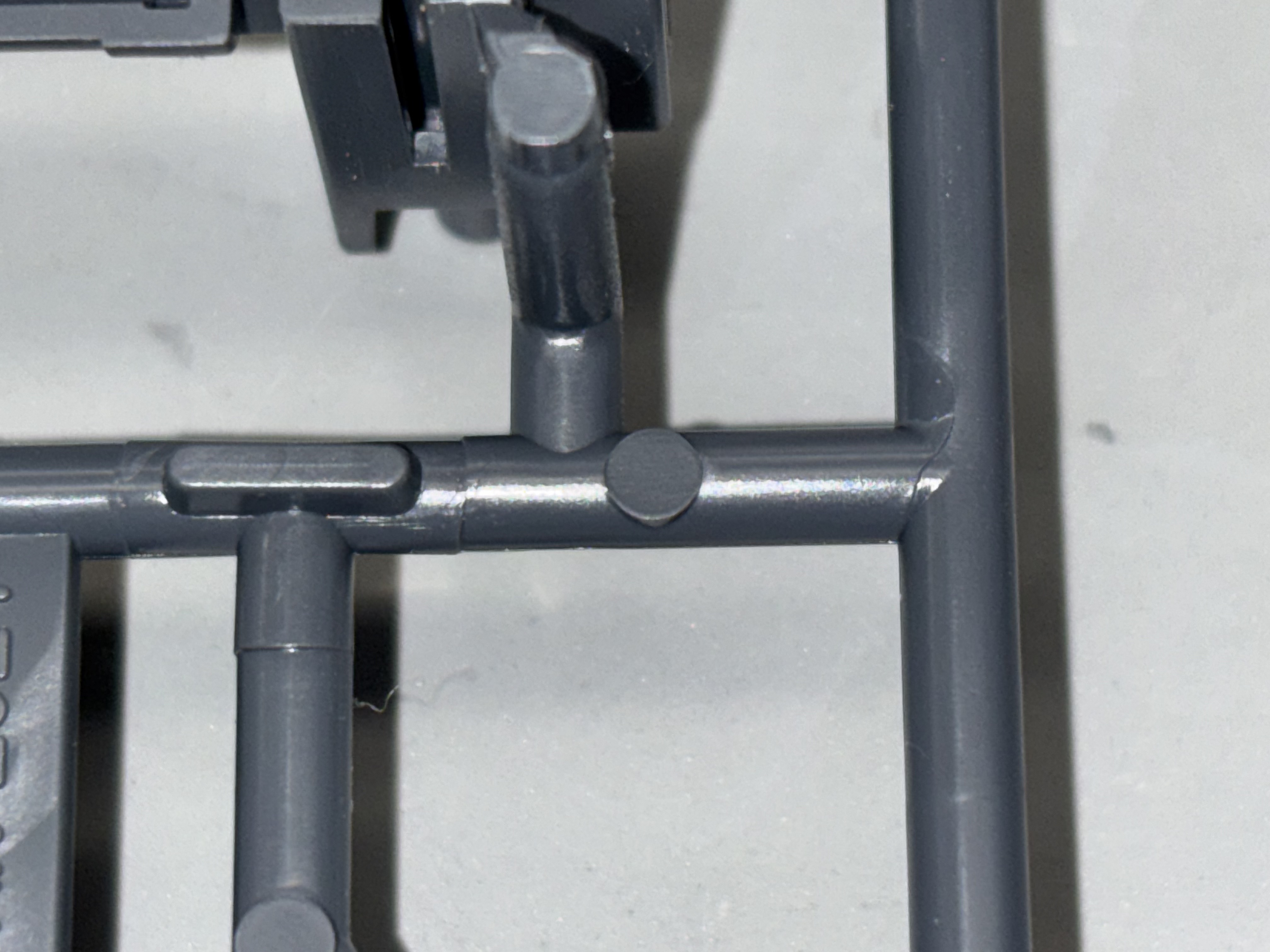
A finished armor part has razor-sharp panel lines, no visible seam, and color that goes all the way through. None of this is obvious from the consumer side. Bandai does not ship the kit with a manufacturing diagram. To understand the process, I read Bandai Spirits' published technical bulletins on the Hobby Center, peer-reviewed work on multi-color injection molding, and trade-press teardowns of the System Injection process.
Bandai uses standard injection molding, the same basic technique used for a plastic bottle cap or a LEGO brick, but with two important extensions: System Injection multi-color molding and tightly toleranced cavities tuned for snap-fit assembly. Those two technical decisions are what enable the "no paint required" promise of an HG kit.